The background
The development of this vise started with an apparently simple problem. While setting up our machine shop, we searched for a bench vise of a similar design and build quality as our classic Swiss and German machine tools. We could find nothing that could match the refinement of those tools, so we set out to create a vise that would.
This goal was no easy task and involved many prototypes, thousands of hours designing and testing to create. The result is, what we believe, a vise that provides the feel and refined function of classic toolroom machine tools.
While a vise is, in theory, a simple tool, by the time all the necessary elements have been added, making it “as simple as possible” is not all that simple.
The key requirement is that the vise must function. Appearance, cost, and other factors are, of course, important, but they may not compromise performance.
After testing multiple prototypes we settled on a nominally 100mm wide jaw as it provides a balance of capacity while also being suited to very fine work.
We chose ductile iron over gray iron for its excellent strength and material properties. Its strength exceeds that of gray iron and many mild steels. Ductile iron also offers advantages such as ease of machining with an excellent finish, dimensional stability, and graphite nodules in the material matrix.
For the spindle, we opted for hardened rolled threads and a bronze nut made to a tighter than DIN standard tolerance.
For bearings we selected to use angular contact bearings. This may seem excessive but after much testing we found that to ensure smooth movement and low friction, rolling element bearings are the best option and angular contact bearings are the best option given the geometry.
Inspiration
The feel of a fine machine tool is much easier to understand via experience than it is to describe with words. They are smooth, accurate, and satisfying and functional above all. There is a sense that these tools were made by people who understood the importance of doing quality work rather than falling for the siren’s call of shortsighted gains. They understood the paradox of knowing that to do any job properly will always take longer, cost more, and be more difficult than expected and it is still worth doing.
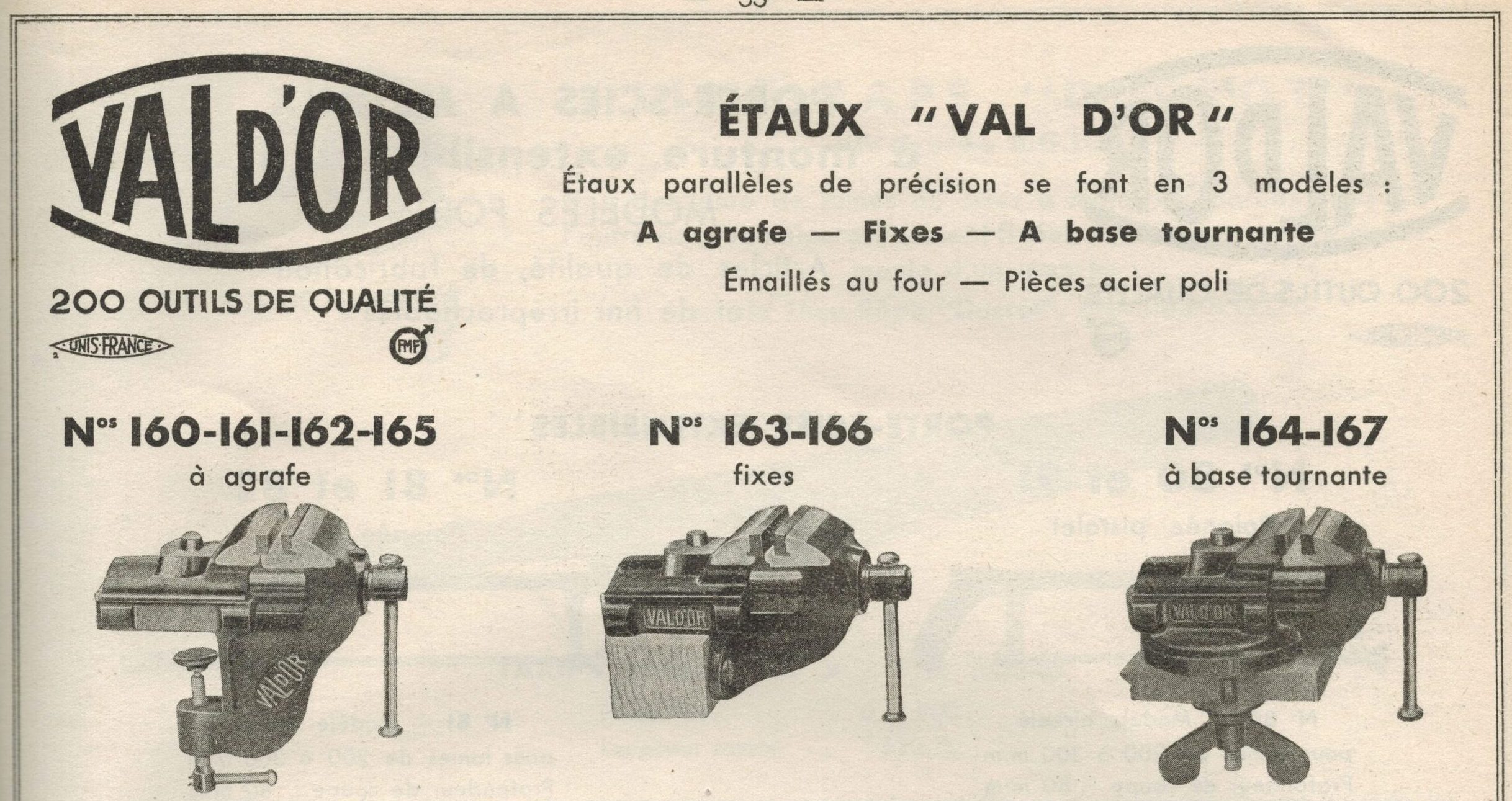
While there are no vises that fully capture these qualities there are some historic examples that get much of the way there. One example are the vises made by Val D’Or, as seen in their 1933 catalog. Some of them still survive and even after nearly a century, these vises remain well-made and serviceable with many, if not all the details we think are important.
Prototypes
The process of designing the vise prototypes, such as producing patterns and then machining the castings as well as making the other parts on manual machine tools provided a deep understanding what is required to create a high quality tool which is not something possible when simply sitting at a computer.
The first prototype was cast in Scotland and while rough it has provided years of service.

Cutting dovetails

Boring for spindle bearings
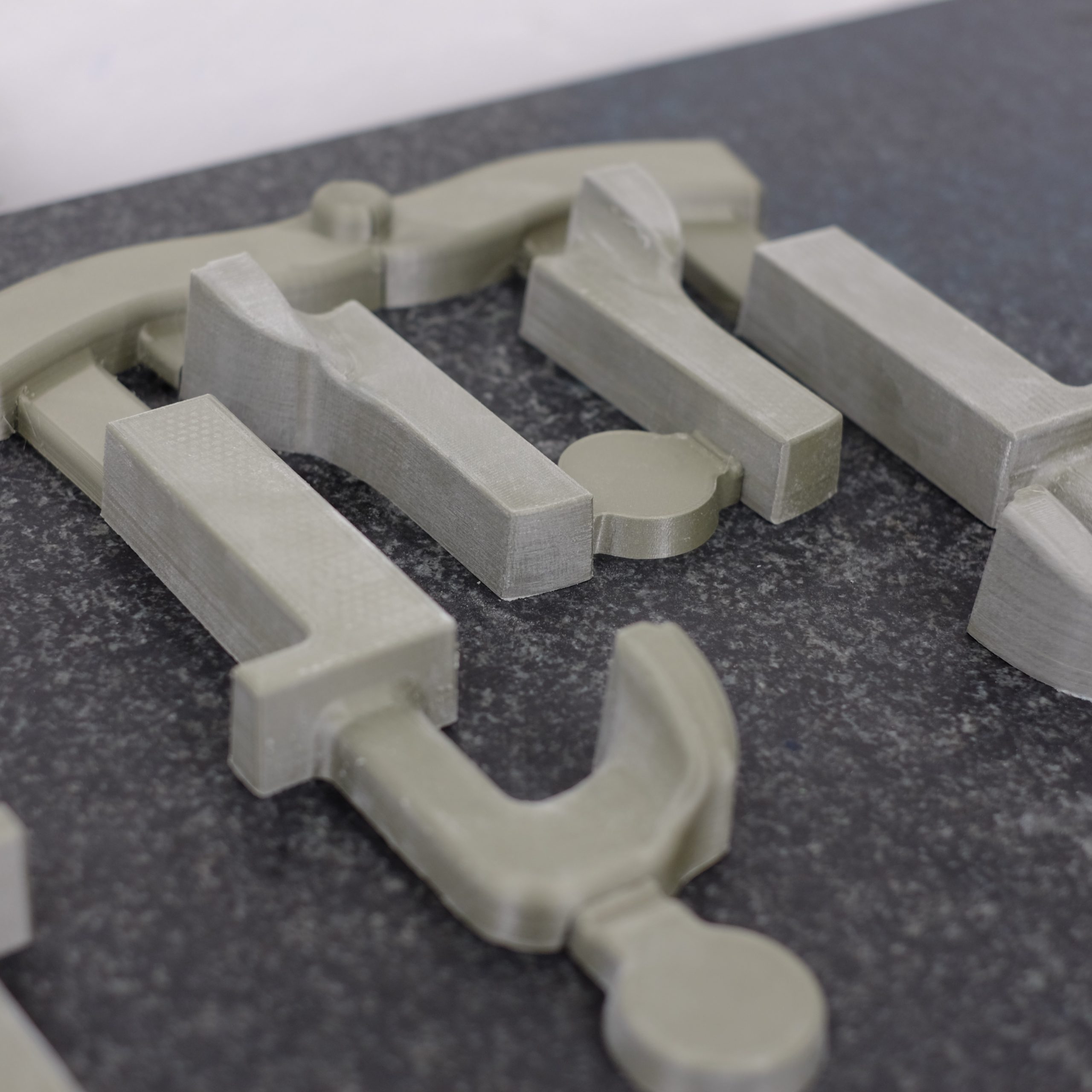
patterns built up from birch plywood

cnc router cut pattern sections

The patterns for a smaller sized Prototype.
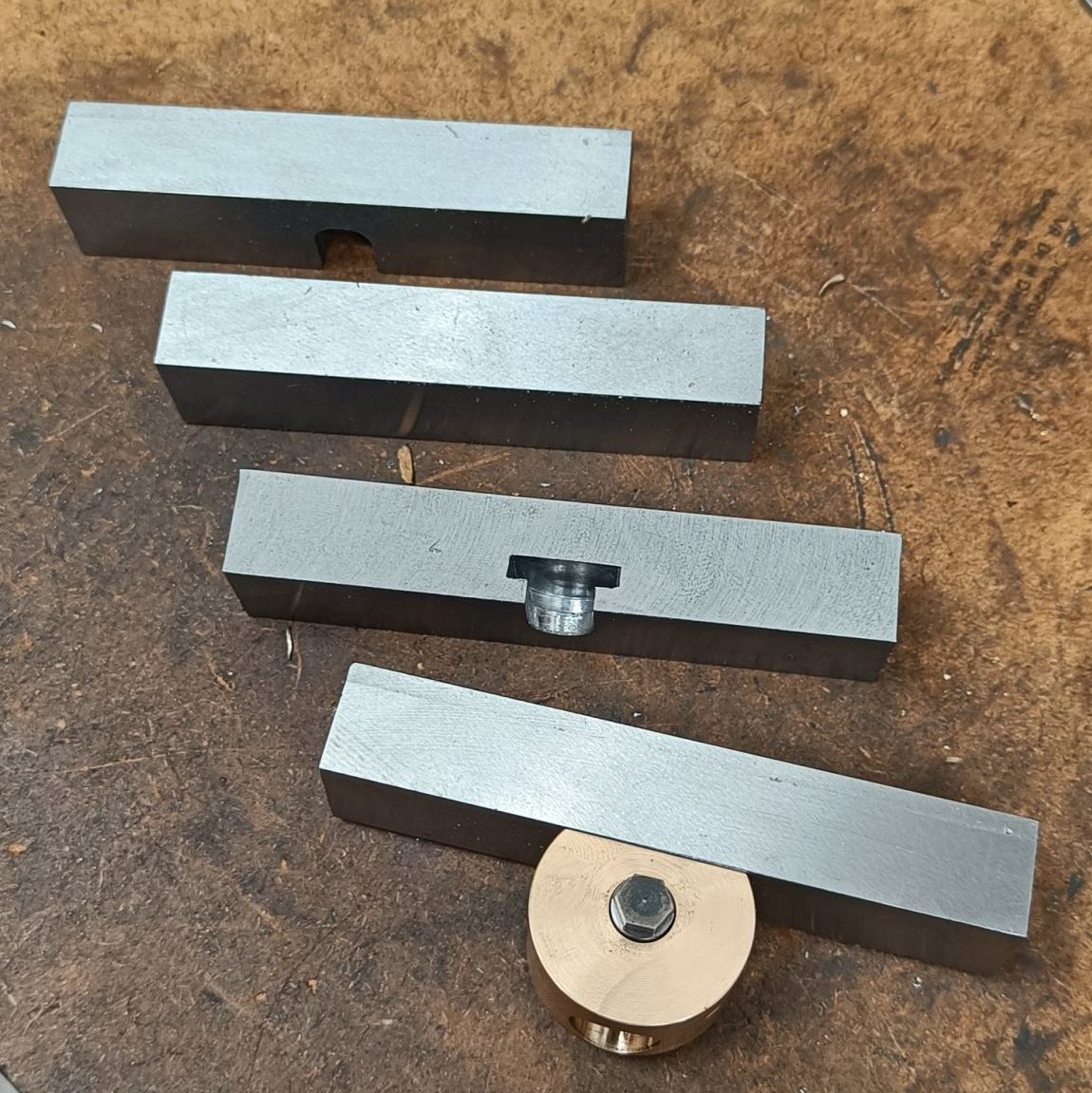
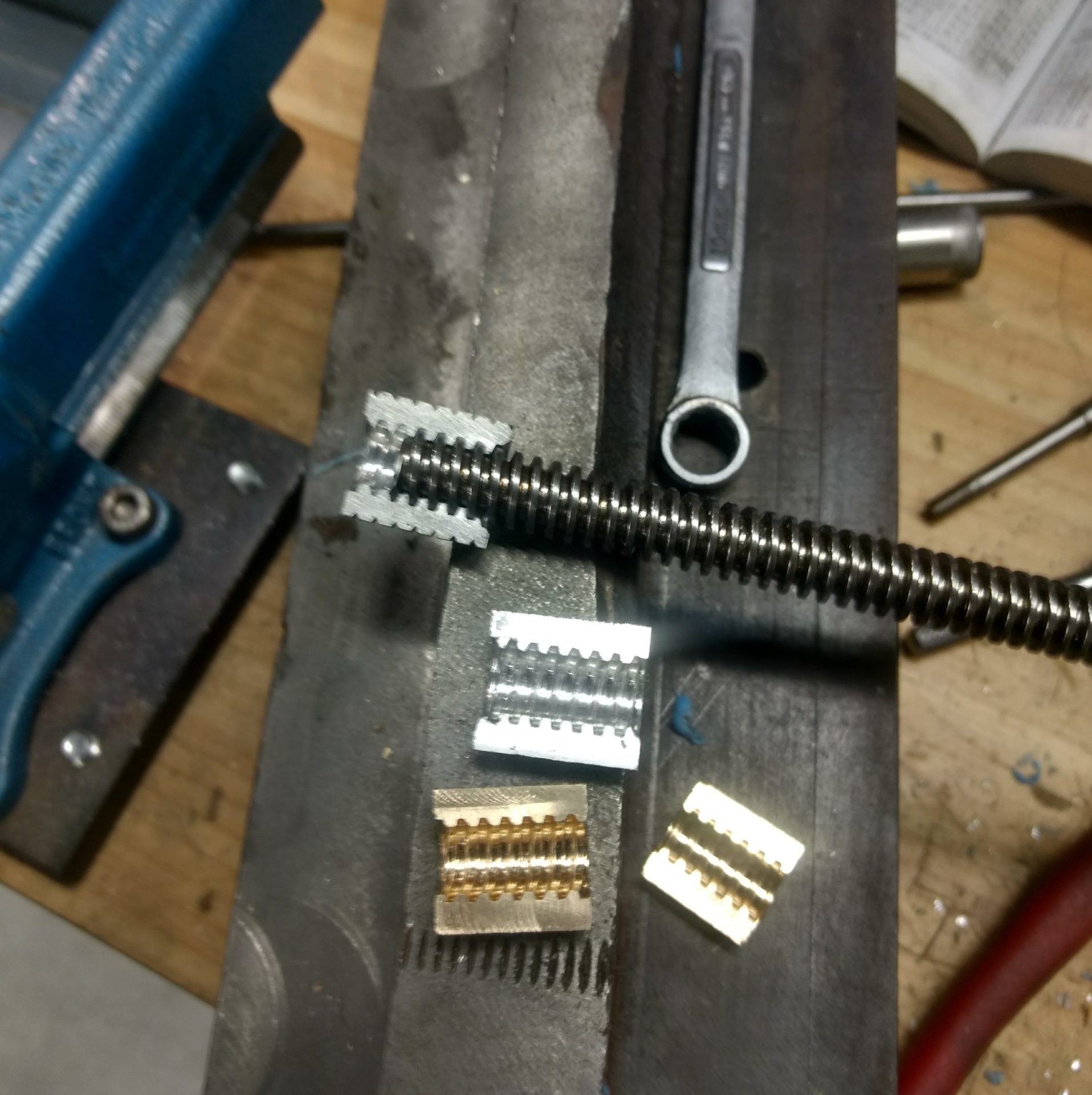
checking spindle nut process quality
the first batch of production castings

While the production version rolled threads these spindles and nuts were single point cut (the bronze nut was single point cut and then finished with the short tap to get the ideal fit)

Rough milling the cam locks
test fitting after cutting the dovetails

checking dovetail width on an early prototype

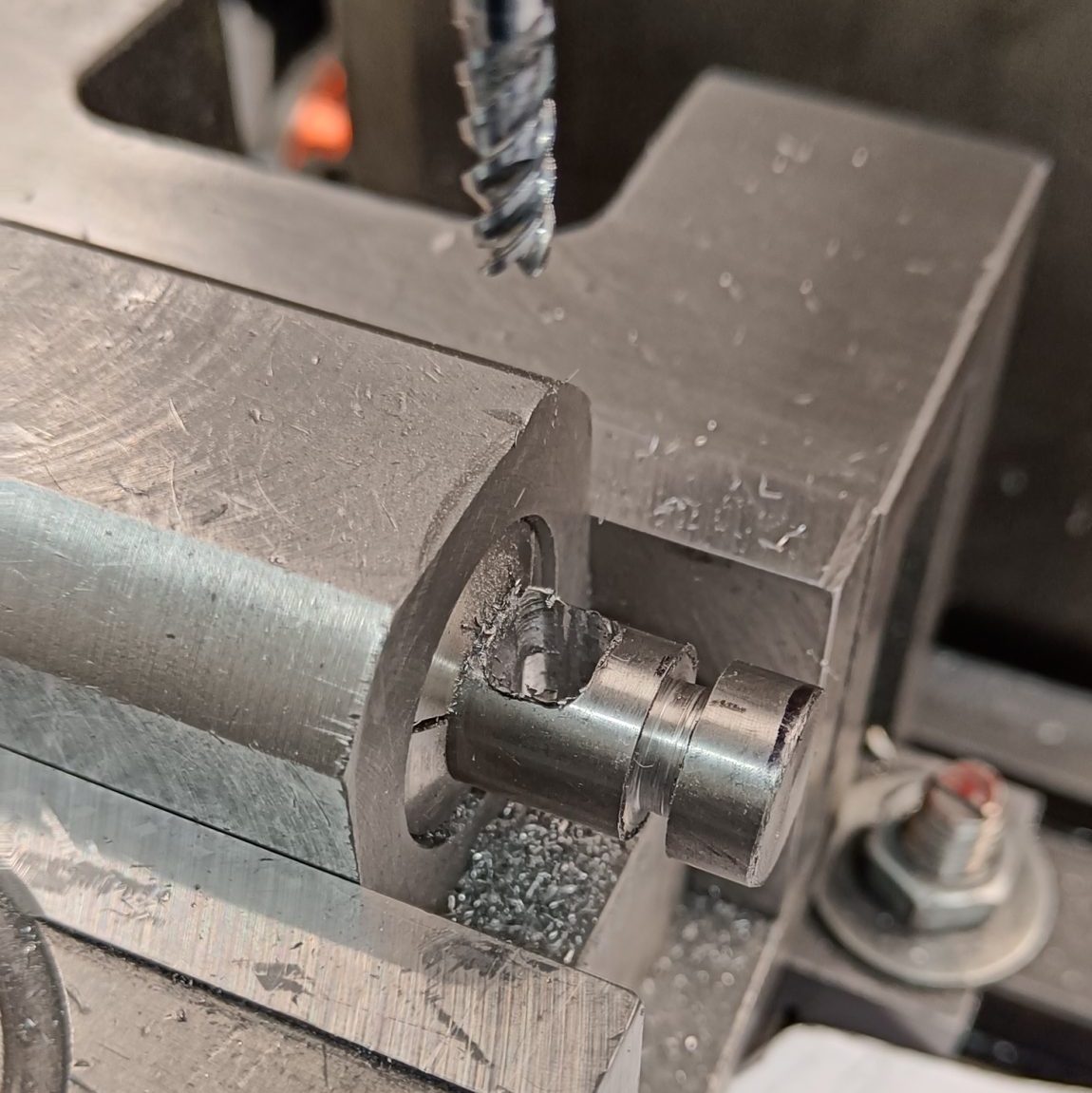
boring out a pocket for a cam lock mechanism in an earlier design

making the threads for the bearing retainer

the original cam lock design
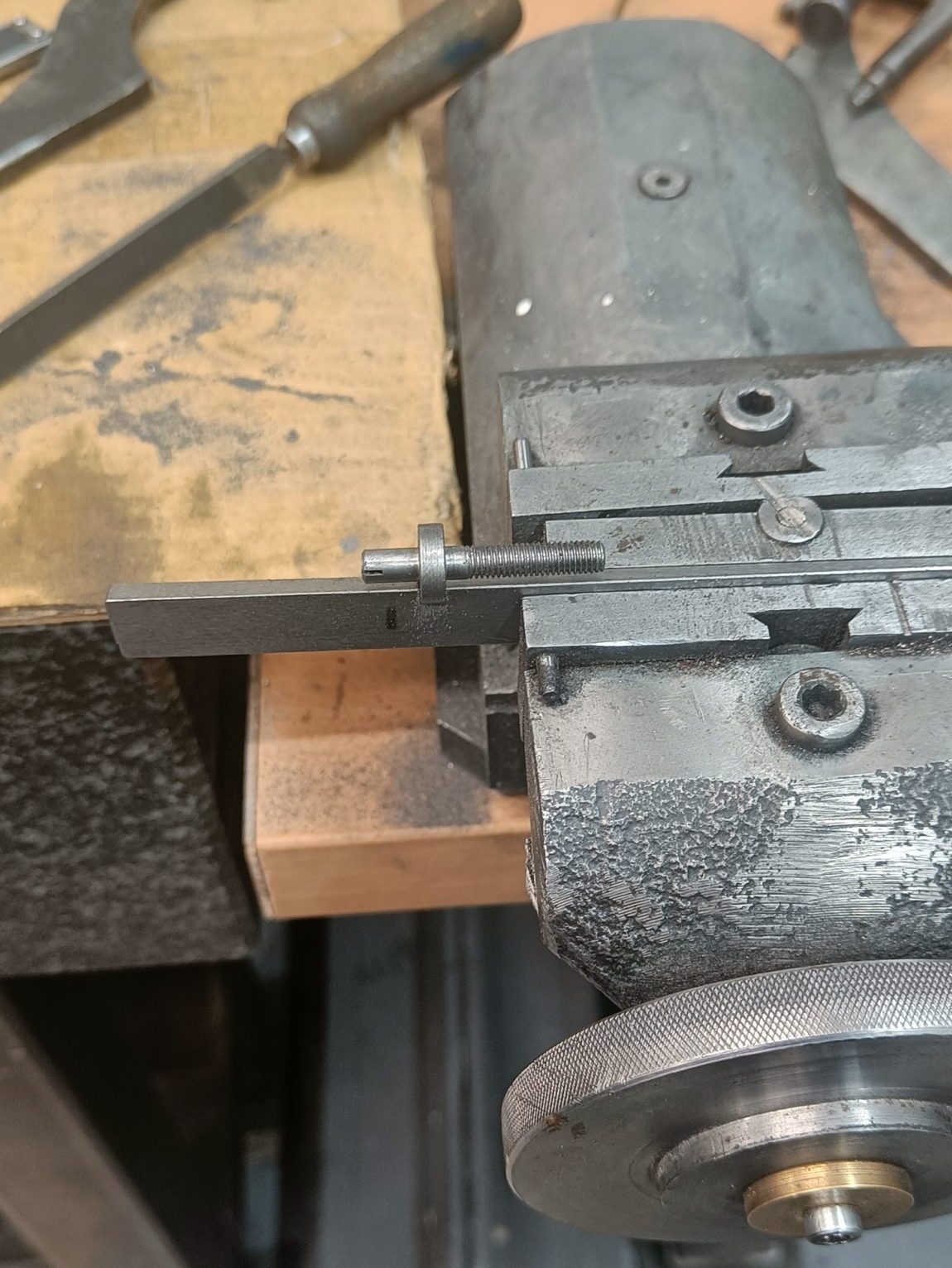
Holding the gib for the most recent version in the first prototype with a tilting jaw
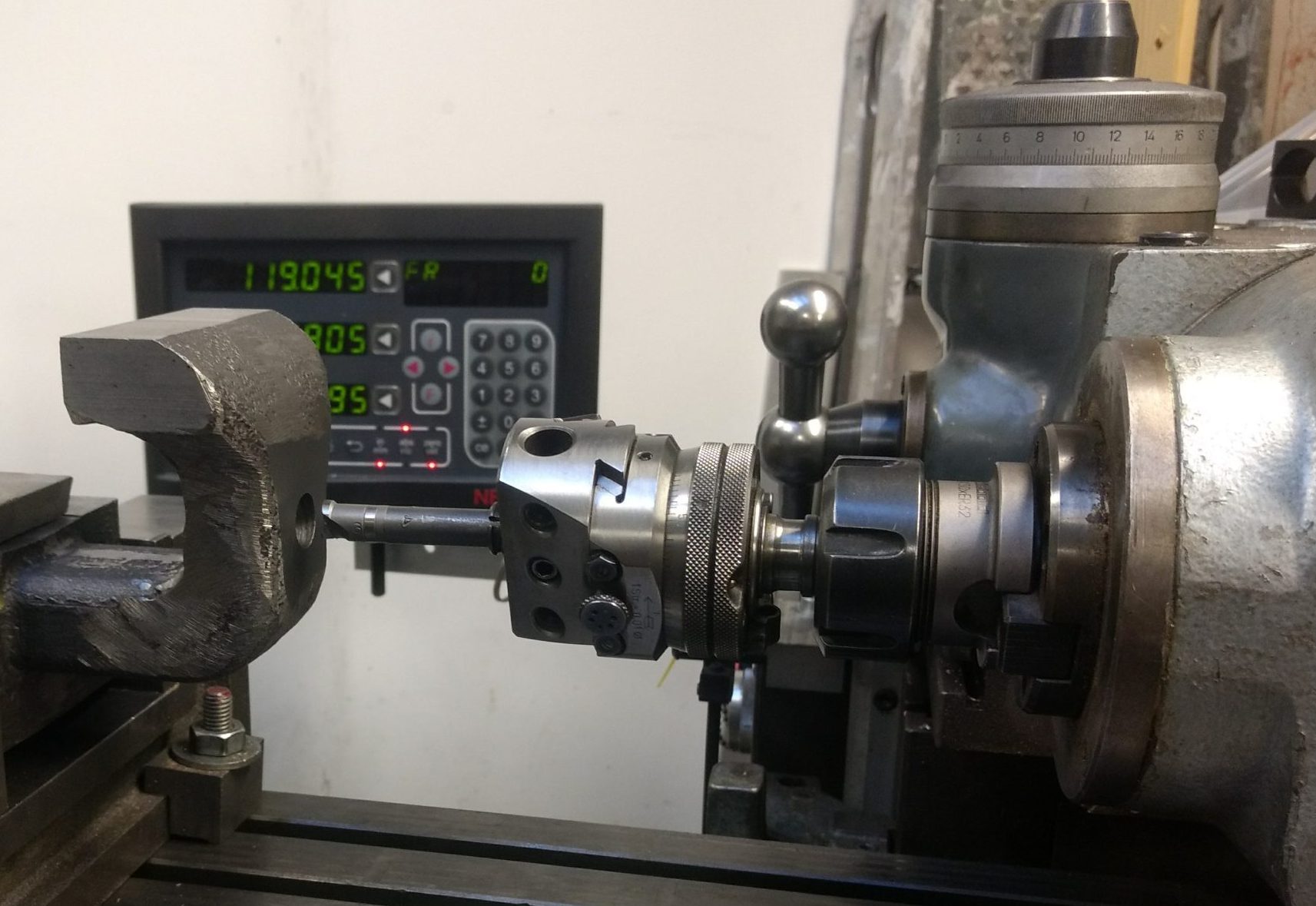
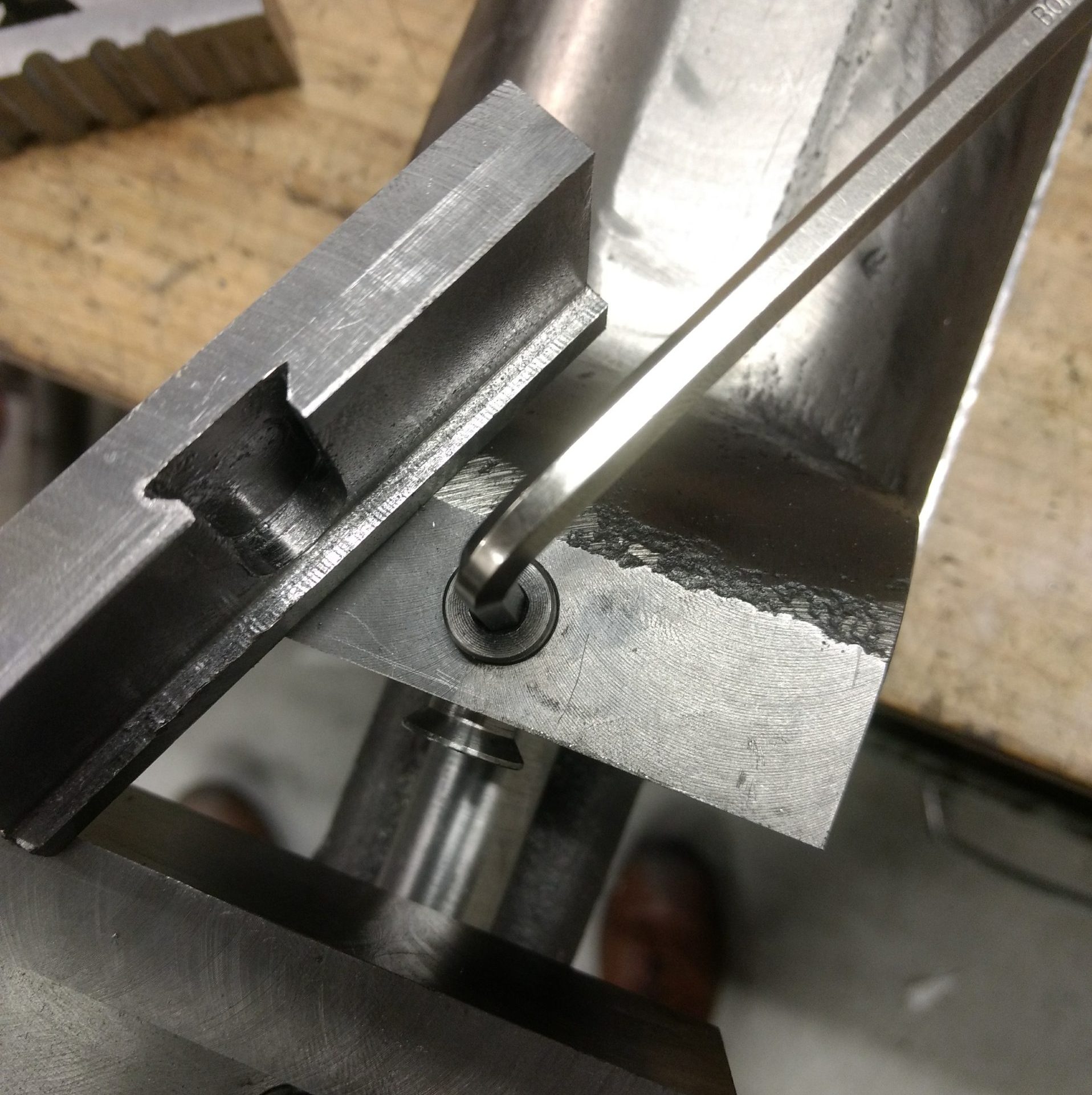
aligning the vise to cut the taper for the gib.

Testing the cam lock mechanism